Varios fíos de bobinado de bobina, fío dobre, fío múltiple, inductancia especial enrollada en torta, fío esmaltado paralelo, varias especificacións personalizadas


Descrición do produto
1. Características:Especificacións personalizadas e variedades de capas de illamento, e a capa superficial pódese recubrir cunha capa autoadhesiva.
2. Rango de especificacións:liña única coa mesma especificación pero cores diferentes, especificacións diferentes e variedades diferentes (rango de especificación dunha liña: 0,03 mm-0,500 mm).
3. Aplicación do produto:Úsase principalmente en produtos de ferida paralela dobre/multifío de alta demanda, como indutores especiais, transformadores de RF, etc;Pódese enrolar en dúas/tres/cinco comunidades de bobinas con cores diferentes e resistencia/inductancia e outros parámetros completamente consistentes, ou en comunidades de dúas/tres/cinco bobinas con diferentes especificacións pero idéntica lonxitude de cable.
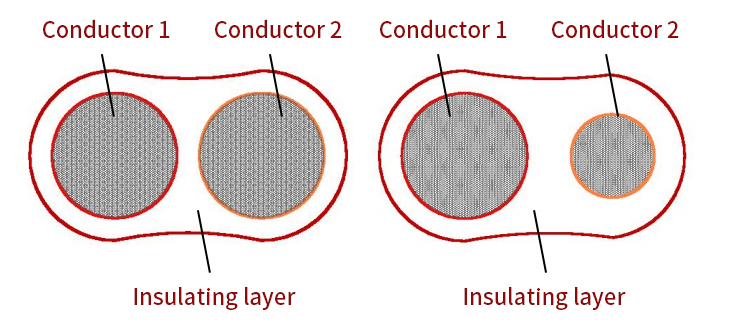
4. O diagrama esquemático é o seguinte:

Fluxo do proceso de fío esmaltado
1, Retribución:Nunha máquina esmaltada de funcionamento normal, a maior parte da enerxía e da forza física do operario consómese na parte de pago.A substitución da bobina de pago fai que o operador pague moito traballo.Os problemas de calidade e os fallos de operación son fáciles de producir nas unións de liña a liña.O método eficaz é pagar en gran capacidade.A clave para pagar é controlar a tensión.Cando a tensión é grande, non só adelgazará o condutor, fará que a superficie do condutor perda brillo, senón que tamén afectará a moitas propiedades do fío esmaltado.
2 、 Estiramento:O propósito do estiramento é facer que o condutor que se endurece debido ao cambio da rede durante o proceso de estirado do molde se quente a unha determinada temperatura, de xeito que se poida restaurar a flexibilidade requirida polo proceso despois da reorganización da rede molecular.Ao mesmo tempo, a mancha de aceite e lubricante residual na superficie do condutor durante o proceso de estiramento pódense eliminar, de xeito que o condutor se pode pintar facilmente e se pode garantir a calidade do fío esmaltado.
3, Pintura:A pintura é o proceso de recubrir a pintura de fío esmaltado sobre o condutor metálico para formar unha capa de pintura uniforme cun certo grosor.
4, Cocción:Do mesmo xeito que a pintura, a cocción é un proceso cíclico.En primeiro lugar, o disolvente da solución de pintura é evaporada, despois cura para formar unha película e, a continuación, a pintura é cocida.No proceso de cocción xeraranse contaminantes, polo que o forno deberá descargarse inmediatamente.En xeral, utilizarase un forno de circulación de aire quente de combustión catalítica.Ao mesmo tempo, a cantidade de residuos vertidos non será demasiado grande nin demasiado pequena.Debido a que se eliminará unha gran cantidade de calor no proceso de descarga de residuos, a descarga de residuos non só garantirá a produción segura e a calidade do produto, senón que tampouco provocará unha gran cantidade de perda de calor.
5, Refrixeración:O fío esmaltado que sae do forno ten alta temperatura, película de pintura suave e baixa resistencia.Se non se arrefría a tempo, a película de pintura que pasa pola roda guía darase, o que afectará á calidade do fío esmaltado.
6, Lubricación:a lubricación do fío esmaltado ten unha gran relación coa estanquidade de captación.O lubricante que se utilice para o fío esmaltado deberá ser capaz de facer esvaradío a superficie do fío esmaltado, sen dañar o fío, sen afectar a resistencia da bobina de recogida e sen afectar o uso do usuario.A cantidade ideal de aceite é facer que o fío esmaltado se sinta esvaradío, pero non se pode ver aceite evidente na man.Desde unha perspectiva cuantitativa, pódese recubrir 1 g de aceite lubricante sobre a superficie do fío esmaltado de 1 ㎡.
7, Toma de cable:O obxectivo da toma do fío é envolver o fío esmaltado na bobina de forma continua, firme e uniforme.Requírese que o mecanismo de captación se accione de forma estable, con baixo ruído, tensión adecuada e disposición regular dos cables.
Despois de coñecer en detalle o proceso de produción do fío esmaltado, cres que non é fácil producir fío esmaltado que cumpra os requisitos estándar, porque cada paso do proceso, como a cocción ou a pintura, afectará a calidade do fío esmaltado, e é tamén afectados por materias primas, calidade, ambiente, equipos de produción e outros factores, polo que a calidade do produto será diferente.Aínda que as características de calidade e as marcas de varios fíos esmaltados son diferentes, basicamente teñen catro propiedades, a saber, propiedades mecánicas, propiedades químicas, propiedades eléctricas e propiedades térmicas.




